About
Composite material is a new material which uses advanced material preparation technology and optimally combines material components with different properties. In the 1940s, due to the needs of the aviation industry, glass fiber reinforced plastics were developed, and the name composite materials has appeared since then. Since the 1950s, high-strength and high-modulus fibers such as carbon fiber, graphite fiber and boron fiber have been developed successively. In the 1970s, aramid fibers and silicon carbide fibers appeared. With the application of composite materials in various fields more and more widely, especially in aerospace, automotive, construction, electronics, new energy and other fields, the status quo of the global composite industry shows a trend of continuous growth.
As more and more composite materials and structures are used in various industries, understanding how to inspect them for damage is an important topic. This article will take stock of several common nondestructive testing methods for composite materials.
Non-Destructive Testing (NDT) is a standard test method in the composite materials industry that eliminates the need to cut or otherwise alter the material and is fundamental to the manufacture of high-quality products. NDT has a variety of methods to choose from, and sometimes it may be necessary to use multiple methods at the same time to fully understand the type, size, location, and depth of defects and defects in composite laminates.
01 Visual inspection
A basic and useful method for inspecting composite structures is visual inspection, which should be the first method used by inspectors but is often overlooked. Viewing composite laminates at a shallow Angle under light helps to detect obvious defects such as scratches, folds, Bridges, surface pores, peeling skin, delamination, thermal damage and other visible impact damage. The most important advantage of visual inspection is its fast process, as well as the relative affordability of the process, which can also save time and money by reducing the number of other tests. Visual inspection does not require equipment, but this method has its own inherent disadvantages.

02 Knock Test
This is another basic check. It can be gently tapped along the surface of the part with a percussion hammer or coin, and the bright metal sound indicates good construction. A dull "popping" sound indicates a defect, such as delamination or debonding. The digital knock hammer measures the knock response and displays in milliseconds how long it takes for the laminate to respond. The shorter the response time, the less shock the structure absorbs, indicating that the structure is solid. When a defect is found, the response time is longer, resulting in higher numbers on the display. This method is more effective in thin laminates less than 3.05 mm thick, while it is not effective on very thick laminates. Another disadvantage is that it can also sometimes give false readings, such as if another structure is attached to the back.
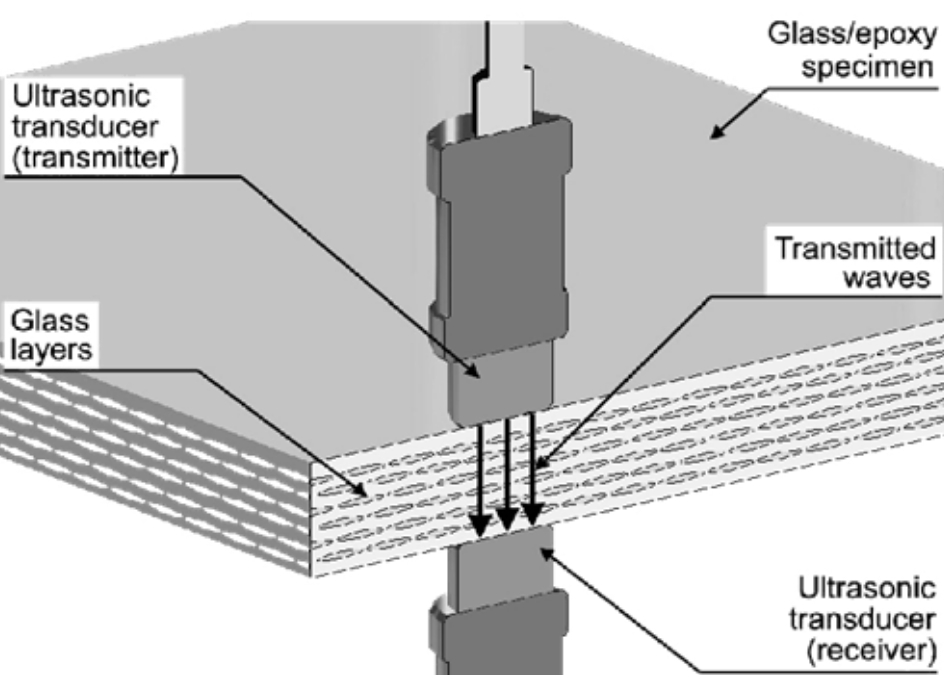
03 Ultrasonic Inspection (UT)
This is the most widely used nondestructive testing method at present. UT works by sending high-frequency (0.5-25 MHZ) energy waves into the laminate, capturing and quantifying the amplitudes and flight times of these waves to analyze and understand material properties and structural changes. There are two main methods used:
Pulse echo: Measurement of reflected waves by sending and receiving sound pulses with the same probe;
Transmission method: Measurement of transmitted waves by laminate thickness requires a transmitter probe on one side and a receiver probe on the other side to send and receive sound energy.
According to the information carried by the signal, characteristics such as crack location, defect size and direction can be obtained. There are three basic types, A-Scan, C-Scan, and ANDSCAN.
A-scan ultrasonic devices use A pulse echo system to locate defects. The probe or transducer is placed on the surface to be inspected using a gel coupler to ensure good sound conductivity. The probe then sends ultrasonic pulses through the part. It measures the time it takes to bounce off the back of the part. Defects in the material, such as de-bonding and water intrusion, can cause different rebound times. The user needs to know how fast the sound travels through the material under test and input it into the tester.
C-Scan also uses ultrasound to inspect parts. But unlike A-Scan, it measures the time it takes for sound to travel through the thickness of A part. Therefore, you need to inspect both sides of the part. In addition, it needs to be immersed in a liquid medium to ensure good sound transmission. This may cause some parts to flood. But on composites, C-Scan does perform better than A-Scan. It provides a good overall scan image of the part and inspectors can use it to locate damage.
ANDSCAN takes A-Scan to the next level. The robotic arm is connected to the transducer, and the transducer is connected to the computer. The arm provides the computer with the space x, y, and z coordinates of the transducer. This enables the computer to generate a C-scanner-like image of the inspection area. The computer also stores information by last number for trend analysis.
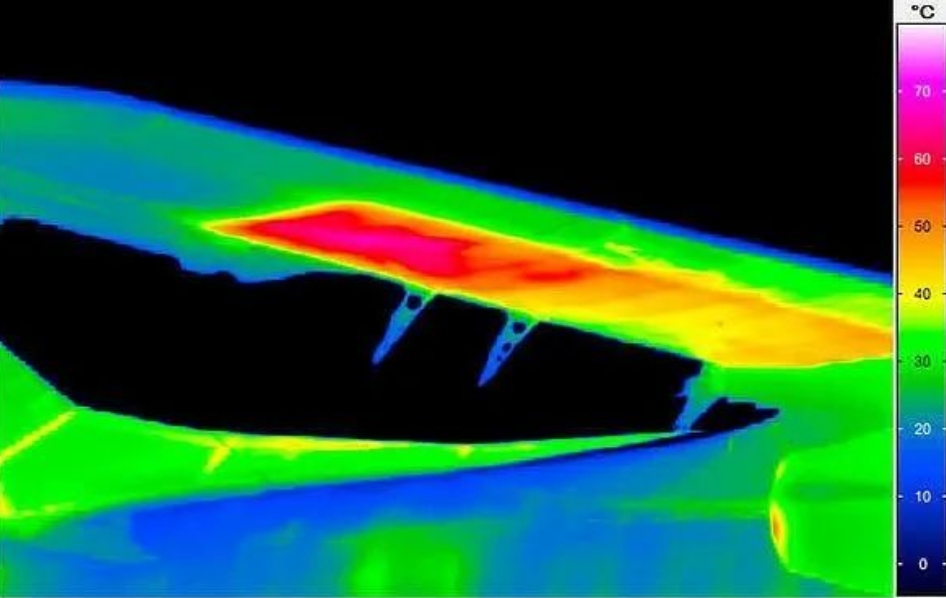
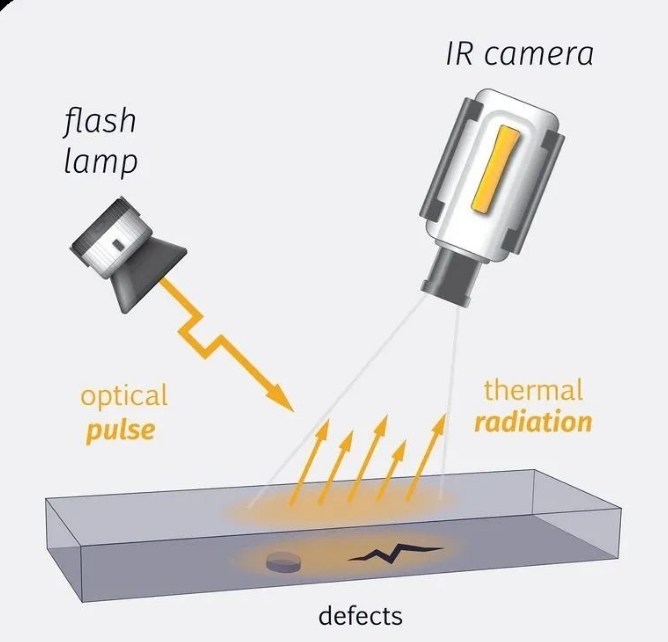
04 Thermal imaging detection
The working principle of pulsed infrared thermal imaging is to use active heating technology to automatically record the surface defects of the specimen and the temperature differences caused by different thermal characteristics of the matrix material through the infrared thermal imaging system, and then determine the surface and internal damage of the measured object. The method has the characteristics of non-contact, real-time, efficient and intuitive, and is very suitable for the detection of debonding, porosity, stripping, delamination, delamination type area defects in the bonding structure of composite thin plates and metal. In particular, the infrared thermal wave detection method can be used when the part or component cannot be submerged in water for ultrasonic C-scan inspection and the surface shape of the part makes the implementation of ultrasonic inspection difficult.
05 Radiographic Test (RT)
The most common type of damage to composites is delamination, resulting in air pockets. If the direction of the stratification is not perpendicular to the X-ray beam, the stratification can only be seen in RT. There are many types of radiography, each with a specific application. Conventional radiography is most useful when the part is neither too thick nor too thin. For thin parts of 1 to 5 mm, low pressure radiography is used, while gamma radiography is suitable for thick parts. These types of radiographs can be used to detect large voids, inclusions, cross-layer cracks, uneven fiber distribution, and fiber orientation errors, such as fiber wrinkles or weld connections.
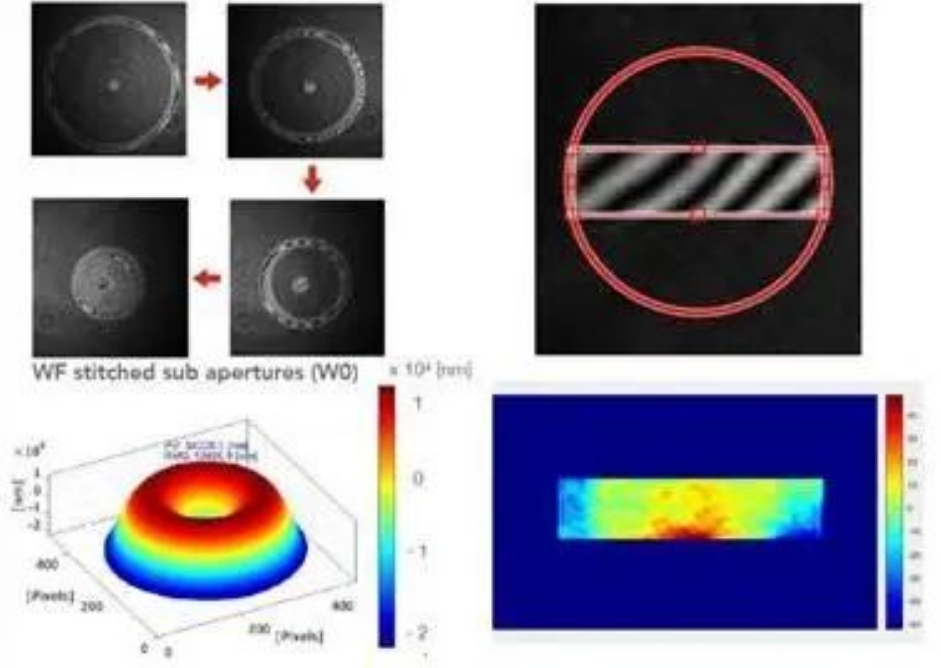
06 Shear imaging test
Shear testing is a laser optical method that detects and measures out-of-plane deformation of a part by using an image shear interferometer. The parts are first measured under no-load conditions and then tested again under applied loads against thermal, mechanical vibration, acoustic vibration, pressure, vacuum, electric, magnetic fields, microwave or mechanical, etc. This allows the camera to see the defects in order to capture isostrain stripe patterns on the laminate surface where there are subsurface defects. Computer software extrapolates the phase diagram image of the package and creates an expanded phase diagram, which is converted into an integrated visible image for display and evaluation. It is important to note that the technology can quickly show the location of the defect, but further examination using ultrasound technology is required to determine the depth.
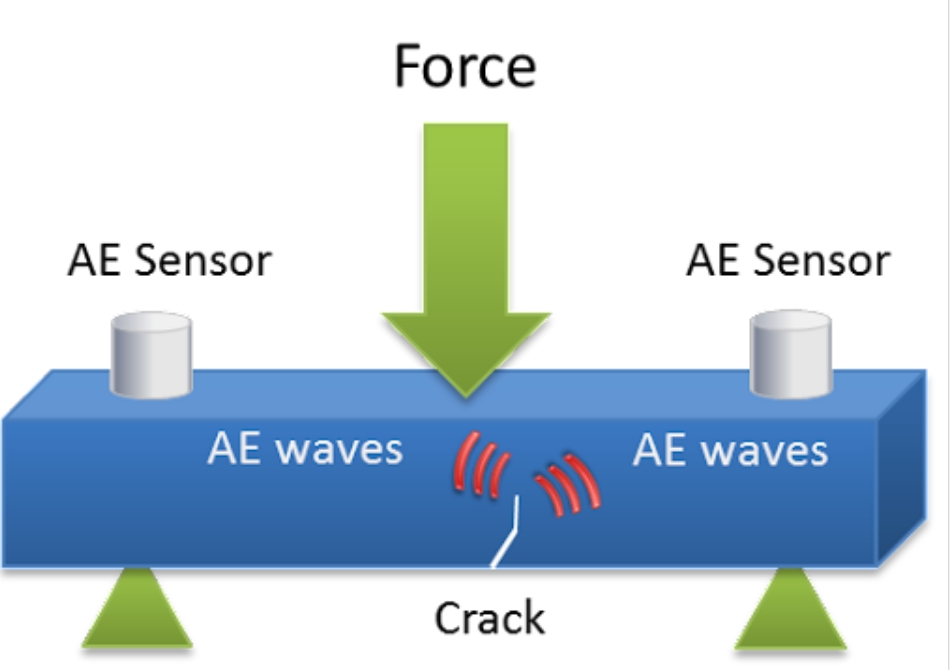
07 Acoustic emission
Acoustic Emission (AE) is a detection technology to evaluate the overall quality level of composite components by detecting and analyzing the acoustic emission signals generated during the loading process of composite materials or structures. It is an effective defect analysis method.
This method can reflect the damage development and failure mode in the composite material, predict the final bearing strength of the component, and identify the weak area of the component quality.
Acoustic emission technology is a very practical technical means to detect the overall quality level of composite structures. It is simple and convenient to use, and can obtain valuable information in the process of dynamic deformation and damage of materials while testing mechanical properties. There are three main methods used:
Parameter analysis: By recording and analyzing the characteristic parameters of acoustic emission signals, such as amplitude, energy, duration, ringing count and event number, etc., to analyze the damage and damage characteristics of materials, such as damage degree and location, damage mechanism, etc. Its biggest disadvantage is that the information about the nature of AE source is often covered up or blurred by the characteristics of resonant sensor itself, and the repeatability of experimental results is poor.
Waveform analysis: The waveform of acoustic emission signal is recorded and analyzed to obtain the signal spectrum and correlation function, etc. By analyzing the frequency characteristics of damage caused by different stages and different mechanisms of materials, the damage characteristics of materials can be obtained.
Spectrum analysis: can be divided into classical spectrum analysis and modern spectrum analysis, is the most commonly used analysis method in acoustic emission signal processing. Both spectral analysis methods convert acoustic emission signals from time domain to frequency domain, and study various characteristics of acoustic emission signals in frequency domain to find and identify the intrinsic information of acoustic emission sources. However, spectral analysis of signals requires that the signal to be analyzed is a periodic stationary signal, and spectral analysis is a global analysis method that ignores local information changes.
08 sound - Ultrasound
Acoustic-ultrasonic (AU) is a combination method of Acoustic and Ultrasonic testing, which is mainly used to detect and study the distribution of fine defect groups in materials and their overall influence on structural mechanical properties (strength or stiffness, etc.), and belongs to the integrity evaluation technology of materials. In non-destructive testing, acoustic/ultrasonic testing based on optimal economy, flexibility and sensitivity has great potential. This is a useful approach because it allows non-critical defects to be viewed and evaluated. The second advantage is that it is a good indicator of cumulative damage in a structure due to fatigue loads or impact damage.
The acousto-ultrasonic amplitude C-scanning technology can also effectively detect the bonding interface between composite materials and metal materials, and overcome the shortcomings of ultrasonic reflection technology with low signal clarity and ultrasonic transmission technology with poor sensor accessibility.
follow us :





-- get updates with latest topics

 e-mail
e-mail English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español português
português العربية
العربية 日本語
日本語 한국의
한국의 中文
中文