new blog

Reinforced nylon (especially glass fiber reinforced grades such as PA6-GF and PA66-GF) is a mainstream and high-performance material choice for e-bike wheel hubs, particularly motor-integrated hubs. It offers an excellent balance of strength, stiffness, toughness, heat resistance, wear resistance, and processability, while also enabling lightweight design.
This material is commonly used in mid- to low-end or urban commuter e-bikes, where reinforced nylon hubs are more widely adopted. Its advantages in terms of weight reduction and cost efficiency are especially evident in models that do not demand extreme performance. Additionally, corrosion resistance is a notable selling point.
Manufacturers typically address the inherent limitations of the material through thoughtful design—such as the extensive use of metal inserts and structural optimization—and by selecting high-performance grades to meet specific application needs.

Key Application Advantages
1. Significant Weight Reduction – The Primary Advantage
Extended Range: A lighter hub requires less energy for motor drive, directly increasing battery life.
Improved Handling: Reduced rotational inertia allows for quicker acceleration and deceleration, delivering a more agile and responsive ride.
Enhanced Comfort: Lower unsprung mass enables the wheel to better follow road surface variations, reducing vibration transmitted to the frame and improving overall comfort.
- This is the most critical advantage. Nylon has a much lower density compared to aluminum alloy (approx. 1.15–1.4 g/cm³ vs. 2.7 g/cm³). Even when reinforced with 30–50% glass fiber, the material density typically remains below 2.0 g/cm³.
- Reducing unsprung mass is crucial for e-bikes.
2. Cost Efficiency (Especially in Mass Production)
Material Cost: Reinforced nylon granules generally cost less than high-grade aluminum alloys.
Processing Cost: Injection molding offers high production efficiency and enables complex parts to be formed in one step, eliminating the need for multiple machining processes (e.g., casting, CNC, turning, drilling), thus significantly reducing per-unit cost.
Post-Processing Cost: Molded nylon parts typically require no additional surface treatment (e.g., sandblasting, anodizing), which is often necessary for aluminum hubs.
3. Design Flexibility
Injection molding allows for highly complex geometries, internal ribbing, and integrated functional features such as:
Mounts for sensors
Cable routing channels
Specialized heat dissipation structures
Such features are difficult or costly to achieve using traditional metal processing. It also enables easier aerodynamic optimization.
4. Corrosion Resistance
Nylon offers excellent resistance to chemical corrosion (salt, water, cleaning agents) and does not rust. This is a major advantage for bikes used in rainy, humid, or salt-treated winter road environments—reducing maintenance needs.
5. Shock Absorption & Noise Reduction
Nylon has inherent damping properties that help absorb road impact and reduce vibration and motor noise transmission—improving ride comfort and quietness.
6. Strong Mechanical Properties
Glass fiber reinforcement significantly enhances the strength, stiffness, hardness, and dimensional stability of nylon, allowing it to handle the structural loads and motor torque required by wheel hubs. Its impact resistance often exceeds that of metal.
Datasheet
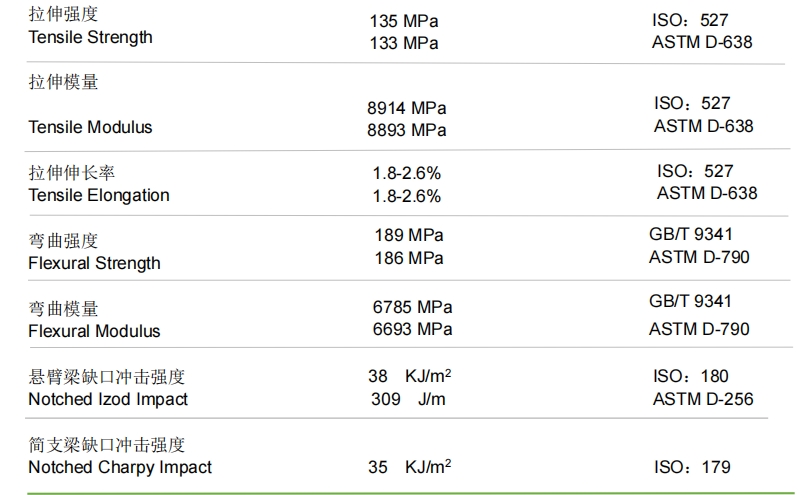
Polypropylene Homopolymer 40% Long Glass Fiber Reinforced
Injection Molding Process for E-Bike Wheel Hubs
Electric bike hubs—especially complex motor-integrated designs—are mainly produced using injection molding.
The key process steps include:
1. Material Pre-Treatment (Drying)
Critical Step! Nylon is highly hygroscopic. Excessive moisture leads to:
Melt viscosity drop → flash, burrs
Defects such as bubbles, silver streaks, poor surface
Hydrolytic degradation → serious loss of mechanical properties (strength, toughness)
Requirement:
Must be thoroughly dried before use.
Target moisture content: < 0.2% (preferably down to 0.1%)
Method:
Use a desiccant dryer:
PA6: 80–90°C,
PA66: 90–110°C,
Duration: ≥ 4–6 hours
Hopper must be heated (~80°C) to prevent reabsorption of moisture.
2. Injection Molding Parameters
Barrel Temperature:
PA6-GF: 240–280°C (increasing from rear to front); avoid exceeding 290°C to prevent degradation.
PA66-GF: 270–310°C; do not exceed 320°C.
Principle:
Use the lowest possible temperature that ensures good flow and complete filling to reduce thermal degradation.
High GF content may require slightly higher temps.
Mold Temperature:
Critical factor! Influences crystallinity, shrinkage, internal stress, surface finish, and mechanical properties.
Recommended range: 70–110°C
Mold Temp Features
70–85°C Fast cooling, shorter cycle time, lower crystallinity, higher shrinkage and internal stress, lower dimensional stability and surface gloss. Risk of warping.
85–110°C Strongly recommended for hubs. Enhances:
Crystallinity
Dimensional stability (uniform and predictable shrinkage)
Mechanical strength, stiffness, HDT
Surface gloss
Reduces warping, internal stress, post-shrinkage
→ Requires mold temperature controllers
Injection Pressure / Speed:
Medium to high pressure due to high melt viscosity
High-speed injection aids filling of complex hub structures (thin walls, long flow paths), minimizing weld line weakening and flow marks
Avoid jetting
Use multi-stage injection:
High-speed for bulk filling
Low-speed/low-pressure at the end to reduce stress and prevent overpacking during switchover
Holding Pressure / Time:
Holding Pressure: 50–80% of injection pressure
Too high: internal stress, flashing, difficult demolding
Too low: sink marks, voids, insufficient filling
Holding Time:
Crucial! Must be long enough to ensure continued packing before gate freeze-off
Short holding time → major cause of warpage/sink marks
Adjust based on wall thickness, mold temp, material—generally longer for hubs
Cooling Time:
Sufficient cooling needed to ensure part solidification and deformation-free ejection
Higher mold temps and thicker walls require longer cooling
Efficient cooling system design (near high heat load zones) is key to shortening cycles and improving quality
3. Mold Design Considerations
Gate Design:
Hubs are large and complex → typically use multi-point hot runners or large cold runners
Gate location and number are critical: affect flow balance, weld line position/strength, internal stress, and warpage
→ Precise flow simulation and design needed
Venting:
Essential to prevent burns, short shots
Add vent grooves (typically 0.02–0.04 mm depth) at:
End of flow paths
Base of ribs
Around inserts
Ejection System:
Large hub parts require strong and evenly distributed ejection (ejector pins/blocks)
Ensure smooth, synchronous ejection to avoid stress whitening or deformation
Wear Resistance:
GF is abrasive → molds, especially gates/runners/cavity surfaces, suffer wear
Use high-hardness, wear-resistant steels (e.g., H13) with surface treatments (nitriding, hard chrome plating, PVD coatings)
Cooling Channel Design:
High-efficiency, evenly distributed cooling is crucial to control mold temperature, reduce cycle time, and minimize warpage
4. Post-Treatment (Optional but Recommended)
Annealing:
Heat parts to 100–120°C (below nylon's melting point) for several hours, then slowly cool
Purpose:
Achieve moisture equilibrium before use
Prevent unpredictable dimensional changes (swelling) and performance fluctuations (toughness ↑, strength/stiffness ↓)
Especially important for PA6 hubs (also applicable to PA66)
Machining (if needed):
For high-precision areas (bearing seats, mounting holes), minor machining (turning, drilling) may be required
follow us :





-- get updates with latest topics

 e-mail
e-mail English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español português
português العربية
العربية 日本語
日本語 한국의
한국의 中文
中文